
Ручная дуговая сварка ММА
Ручная дуговая сварка (РДС) или ММА (Manual Metal Arc) – это самая старая технология горячего соединения металлов. Особенности ее заключаются в применении плавящегося электрода с покрытием (обмазкой). Между ним и деталью возникает электрическая дуга. Все операции (подача присадки, движение электрода по шву и др.) делаются вручную. Метод универсальный, но сварщик должен иметь довольно высокую квалификацию.
Описание технологии

Электрическая дуга образует в рабочей зоне участок высокой температуры, с большим выделением тепла. Он называется сварной ванной. Соединяемые детали и электрод (стержень) расплавляются, заполняя эту ванну.
Также плавится и покрытие электрода. В него входят различные составляющие, подобранные так, чтобы оптимизировать параметры процесса: раскислители, связывающие, шлако- и газообразующие и т.д. В результате газы, которые выделяются при сгорании обмазки, защищают сварочную зону от атмосферного воздуха, вследствие чего дуга горит более стабильно. А образующийся шлак обволакивает еще не застывший шов. Он является дополнительным протектором от газов, хотя несколько ухудшает визуальный контроль качества шва.
В процессе сварки, мастер продвигает электрод по линии соединения заготовок, расплавляя все новые поверхности. На пройденных участках в это время происходит кристаллизация жидкого металла, с образованием застывшего шва. На поверхности последнего образуется шлаковая корка из обмазки. После выключения дуги, сварщик удаляет ее ручным инструментом (молоток, щетка по металлу и т.п.).
Процесс ручной дуговой сварки состоит из трех основных этапов. Сначала зажигается дуга, касанием или чирканьем. Затем делается сварочный шов. В заключение – обрыв дуги. Если сделать это сразу, получится кратер. Поэтому, в конце линии соединения, дуга должна быть передвинута на край сварочной ванны. Только после этого ее можно резко оборвать. Второй вариант – использовать один из способов заварки кратера. Качество полученного шва зависит от правильности выбора режима работы и мастерства сварщика.
Оборудование для ММА
Комплект оборудования для ММА состоит из нескольких основных элементов:
- Источник питания (ИП).
- Держатель для электродов.
- Электроды.
- Массовый зажим.
- Набор кабелей.
Кроме них, обязательно применяются СИЗ (маска, перчатки, ботинки, костюм, респиратор). Могут использоваться дополнительные приборы: осциллятор и балластный реостат. Если горячее соединение металлов делается в местах, где нет электричества, то нужен сварочный агрегат. В него, кроме перечисленного оборудования, входит установка питания, состоящая из ДВС и генератора.
ИП может обеспечивать схему постоянным (DC) или переменным (AC) током. Для первого нужны преобразователи и выпрямители. Для второго – трансформаторы. Соединение нержавеющих сталей делается только на DC. Для углеродистых подходят оба варианта. В последнее время широкое распространение получили инверторы. Это более технологичное оборудование. Они отличаются небольшой массой и размерами, высоким КПД, дают стабильную дугу, имеют дополнительный функционал.
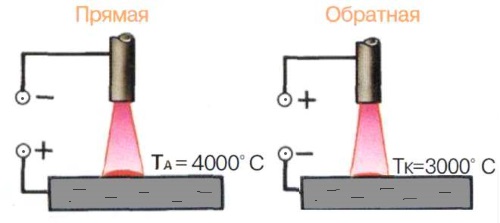
Если сварка выполняется на DC, то электрод и массовый зажим можно подключить к ИП двумя способами. Они называются прямая или обратная полярность. В первом случае, электрод соединяется с минусом, а масса – с плюсом. Во втором – наоборот. От полярности зависит расположение анодного (более горячего) и катодного пятен. На прямой анодное будет на заготовке, а на обратной – на электроде.
Исходя из сказанного выше, можно выбирать тип подключения, в зависимости от условий сварки. Например, для заготовок средней или большой толщины лучше подойдет прямая полярность, т.к. металл больше прогреется, шов получится глубже, а провар – более качественный. Тонкие – на обратной. Тогда электрод будет быстрее плавиться, а металл не перегреется. Также полярность зависит от типа металла и вида электродов.
Электрододержатель, с прикрепленным к нему кабелем, нужен для фиксации электрода и управления дугой. Его конструкция позволяет быстро менять стержни. Токопроводящий зажим с массовым проводом крепится на соединяемых заготовках. Он нужен для создания замкнутой цепи, без которой невозможно получить электрическую дугу. Сечение кабелей выбирается по таблицам, в зависимости от силы тока.
Электрод состоит из металлического стержня и покрытия. Его главные функции:
- Работа в качестве проводника тока, для создания дуги.
- Защита сварочной ванны от газов атмосферы.
- Подача дополнительного металла в рабочую зону, чтобы заполнить зазор между заготовками и получить шов с наплавленным валиком.
Балластный реостат нужен для ступенчатой регулировки тока. С его помощью формируется падающая вольт-амперная характеристика ИП. При использовании трансформатора, реостат компенсирует постоянную составляющую тока. Осциллятор ставится, если хотят получить возможность зажигать дугу бесконтактным способом. А также – для более высокой ее стабильности.
Достоинства и недостатки ММА
К числу несомненных плюсов ММА можно отнести то, что технология эта универсальная, а оборудование для нее – недорогое и мобильное. Газовые баллоны не нужны. РДС можно варить в любом пространственном положении. Она подходит даже для мест, где доступ ограничен. Большой выбор электродов позволяет соединять разные металлы.
Минусы ММА в том, что КПД данной технологии, а также производительность труда, заметно ниже, чем у других видов. Для получения качественного шва, надо привлекать специалиста высокой квалификации. Это не всегда возможно, а если да, то такой человек за низкую зарплату работать не согласится. И, наконец, РДС вредно влияет на организм сотрудника.
Не смотря на перечисленные выше недостатки, преимуществ у этого способа намного больше. Поэтому ручная дуговая сварка до сих пор популярна в промышленности и сельском хозяйстве.